Sustainable Metal Recovery Using Green Emulsion Liquid Membranes (GELM)
This project aims to develop and demonstrate a sustainable and scalable method for the selective separation of critical metals—primarily nickel (Ni), cobalt (Co), and rare earth elements (REEs)—using a Green Emulsion Liquid Membrane (GELM) system in continuous operation. The core innovation lies in replacing petroleum-based solvents (e.g., kerosene) traditionally used in emulsion liquid membranes with biodegradable alternatives such as corn oil, aligning the separation process with green chemistry principles while maintaining or improving extraction efficiency. The final objective is to integrate and operate a lab-scale Pulsed-Packed Column (PPC) for continuous separation using the optimized GELM formulation.
Task 1: Formulation and Optimization of Green Emulsion Liquid Membranes (GELM)
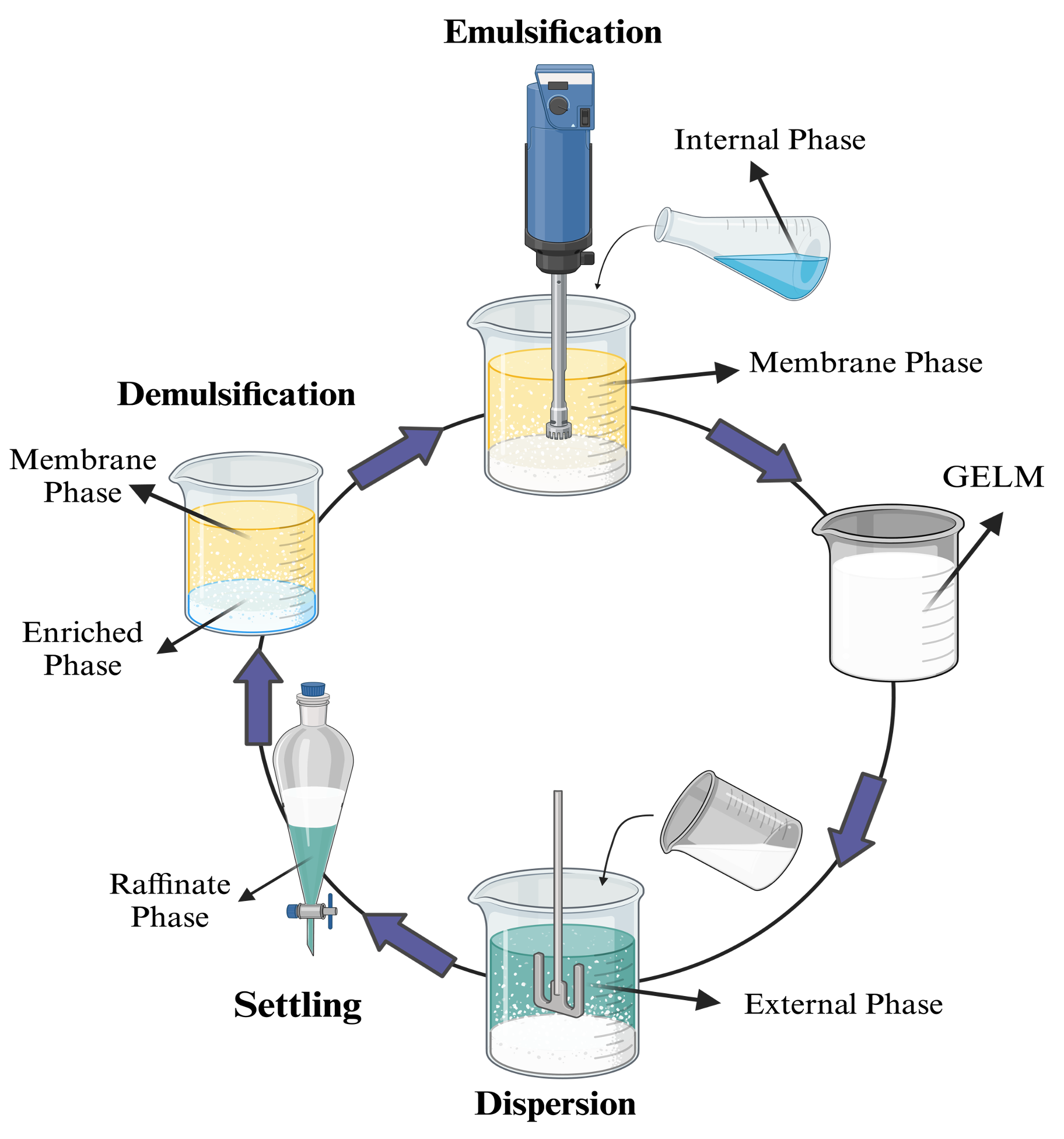
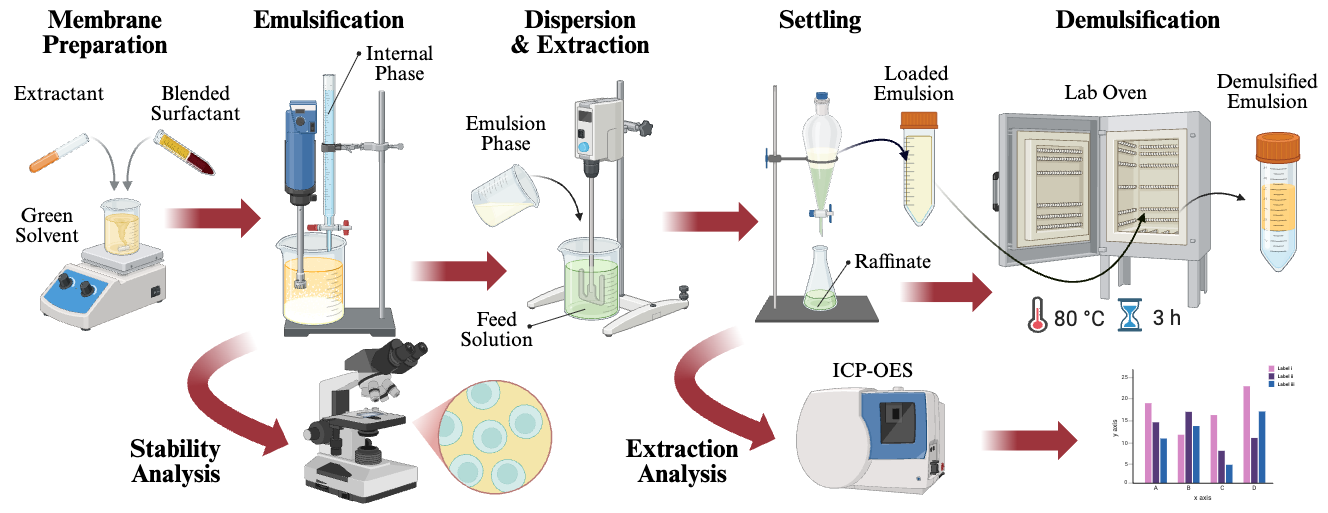
The first stage involves developing and optimizing GELM formulations using environmentally benign solvents. Corn oil has emerged as one of the most promising candidates due to its extraction performance, availability, and biodegradability. Tween 80 and Span 80 are employed as surfactants, and Di-(2-ethylhexyl) phosphoric acid (D2EHPA), Cyanex 272, or LIX 984N are used as extractants depending on the target metals. Sulfuric acid (H₂SO₄) serves as the stripping agent in the internal phase. The green membrane is created by dissolving an extractant and surfactant in the organic solvent, and the primary emulsion is prepared by dispersing the stripping phase into the membrane phase. This primary emulsion is then mixed with the feed phase for extraction. After each experiment, the loaded GELM is separated from the external phase, and the ion concentration in the external phase is measured using ICP-OES.
Phase 1: Single-Metal Extraction – Nickel
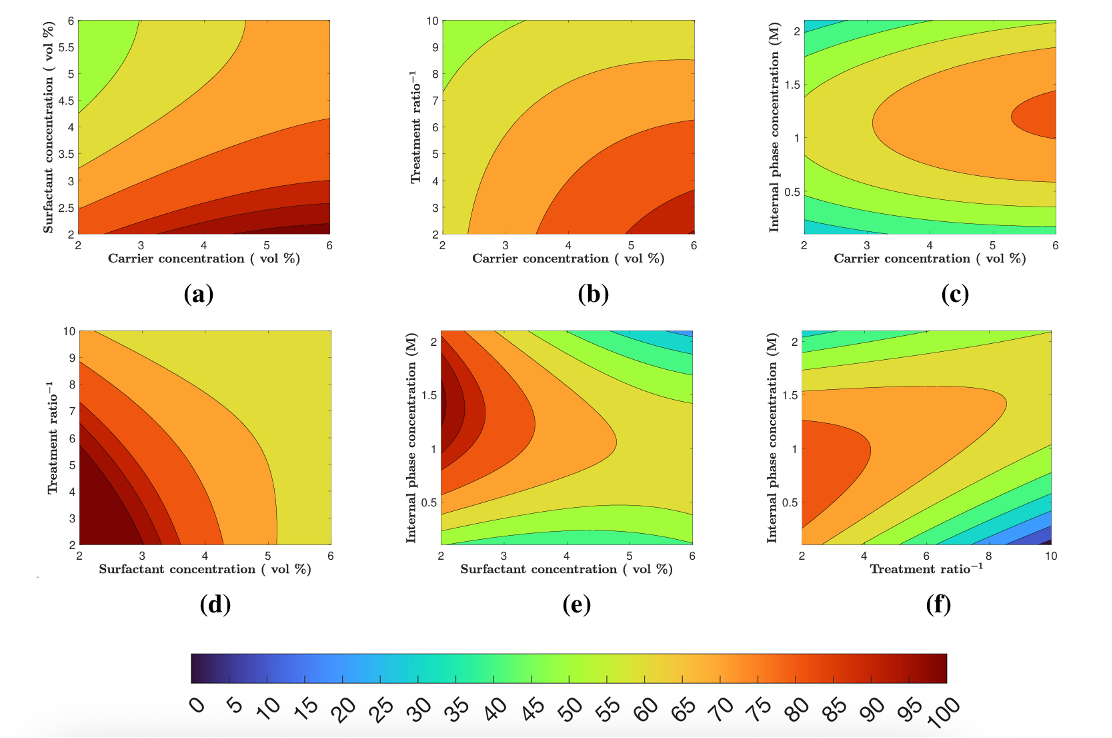
This phase investigated the extraction of Ni(II) ions from aqueous solutions using GELM, with the goal of selecting the most effective green solvent and establishing optimal operating conditions. Corn oil and sunflower oil were evaluated as sustainable alternatives to petroleum-based diluents, with kerosene-based ELM used as a benchmark. The membrane phase was prepared by dissolving the carrier (D2EHPA) and surfactant (Tween 80) in the chosen solvent, then emulsifying with sulfuric acid as the stripping agent. A Plackett–Burman design identified significant parameters: treatment ratio, surfactant concentration, carrier concentration, and stripping agent concentration. Non-significant factors included stirring speed, stirring time, external phase pH, and phase ratio (kept constant). Optimization using Central Composite Design (CCD) achieved 98.1% Ni(II) extraction. Recyclability tests showed only a 1.02% and 7.99% decrease in efficiency after the first and second reuse cycles, respectively.
Phase 2: Selective Extraction – Nickel and Cobalt
Building on Phase 1, this phase explored selective Co(II) and Ni(II) separation from acidic aqueous solutions. Corn oil was selected as the green diluent. The membrane phase was formulated with Cyanex 272 (extractant) and a binary surfactant blend (80% Span 80, 20% Tween 80), emulsified with sulfuric acid as the internal stripping agent. Partial saponification of Cyanex 272 improved cobalt selectivity, while sodium acetate buffering stabilized feed phase pH. Optimal conditions: 25% v/v Cyanex 272 (30% saponified), 1.5 M sodium acetate buffer at pH 5.0, treatment ratio of 5:1, stirring speed of 200 rpm, contact time of 20 min, phase ratio 2:3, and 1 M H₂SO₄ as the stripping agent. Cobalt extraction reached 95.0% with only 3.8% Ni co-extraction. Membrane phase recycling was successful for two consecutive runs with minimal loss in performance.
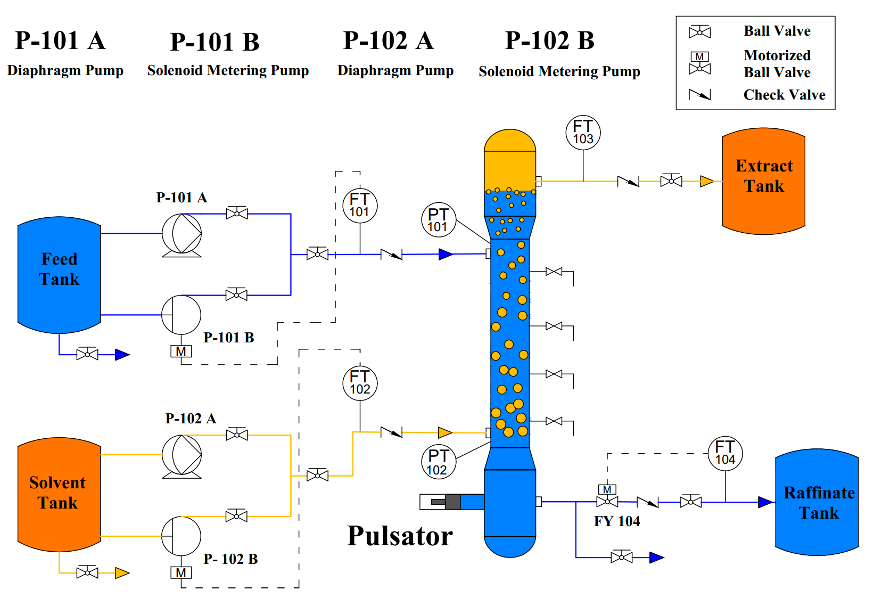
Task 2: Design and Instrumentation of a Single Pulsed-Packed Column (PPC) System
To transition from batch to continuous operation, a lab-scale PPC was designed, constructed, and instrumented. Key activities included sizing and installation of feed and makeup pumps, integration of control valves, pressure transducers, and flow sensors, development of an adjustable pulse generation system, and implementation of a digital control interface for real-time monitoring. The PPC enables precise control over interfacial contact, residence time, and dispersion behavior—critical for scaling up GELM processes.
Task 3: Application of GELM in Continuous Operation
With the infrastructure in place, continuous trials for Ni and Co extraction are underway. A DOE matrix will evaluate the effect of operational variables such as feed and dispersed phase flow rates, pulsation frequency, and stroke on both extraction performance and hydrodynamics. The GELM system will be tested for flooding limits, droplet size distribution, mass transfer coefficients, and extraction efficiency under flow. The aim is to correlate hydrodynamic parameters with separation performance and identify optimal continuous operating conditions.